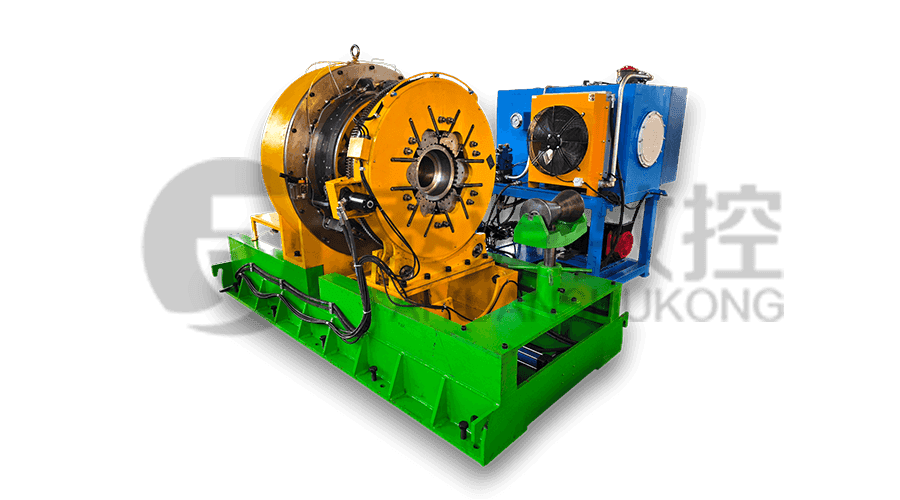
รุ่น: TYSK-630T
เครื่องใช้ระบบ FANUC CNC ที่มีความแม่นยำในการประมวลผลที่เสถียรและฟังก์ชั่นการ...


ความแม่นยำในการประมวลผลอุปกรณ์ที่ยอดเยี่ยมความแข็งแกร่งที่ดีประสิทธิภาพการประมวลผลชั้นหนึ่งเพื่อให้ผลิตภัณฑ์ของเรามีคุณสมบัติตามมาตรฐาน API และการเชื่อมต่อระดับพรีเมี่ยมส่วนใหญ่ของตลาด

เครื่องใช้ระบบ FANUC CNC ที่มีความแม่นยำในการประมวลผลที่เสถียรและฟังก์ชั่นการ...

เครื่องใช้ระบบ FANUC CNC ที่มีความแม่นยำในการประมวลผลที่เสถียรและฟังก์ชั่นการ...





ในสภาพแวดล้อมที่มีความต้องการสูงของการผลิต Oil Country Tubular Goods (OCTG) การปฏิบัติตามมาตรฐาน 5CT ของสถาบันปิโตรเลียมแห่งอเมริกา (API) ไม่ได้เป็นเพียงข้อกำหนดด้านกฎระเบียบเท่านั้น แต่ยังเป็นบรรทัดฐานสำหรับความปลอดภ...

ในภาคส่วนการผลิตอุปกรณ์ปิโตรเลียมที่มีความเสี่ยงสูง การเปลี่ยนจากอุปกรณ์แบบสแตนด์อโลนเป็นระบบบูรณาการเต็มรูปแบบไม่ใช่เรื่องฟุ่มเฟือยอีกต่อไป แต่เป็นความจำเป็นทางเทคนิค ก เครื่องต๊าปท่อซีเอ็นซี คือหัวใจสำคัญของก...
ในอุตสาหกรรมพลาสติกที่มีประสิทธิภาพสูง ประสิทธิภาพในการเปลี่ยนวัตถุดิบราคาแพงให้เป็นฟิล์มที่ใช้งานได้ถือเป็นตัวชี้วัดที่สำคัญในการทำกำไร การประมวลผลบิลเล็ต PTFE (โพลีเตตระฟลูออโรเอทิลีน) ที่เติมเข้าไป ซึ่งมักประกอบด้ว...
ความมุ่งมั่นของเรา
เป้าหมายของเราคือการมอบโซลูชันที่ปรับแต่งให้เหมาะกับตลาดและลูกค้าของเรา ไม่ว่าจะเป็นผลิตภัณฑ์ชิ้นเดียวหรืออุปกรณ์ชุดสมบูรณ์ก็ตาม
แม้ว่าตลาด แอปพลิเคชัน และลูกค้าจะมีความหลากหลาย แต่เราก็มีแนวทางที่เป็นเอกลักษณ์เฉพาะตัวที่จะนำพาลูกค้าของเราไปสู่ความสำเร็จ
เราจะตอบกลับข้อสงสัยและข้อเสนอแนะจากลูกค้าอย่างอดทนและระมัดระวัง
สำหรับการปรึกษาหารือใดๆ จากลูกค้า เราจะเสนอราคาที่เป็นมืออาชีพและสมเหตุสมผลที่สุดโดยเร็วที่สุด
สำหรับผลิตภัณฑ์ใหม่ของลูกค้า เราจะสื่อสารกับพวกเขาอย่างมืออาชีพ รับฟังความคิดเห็นของพวกเขา และให้คำแนะนำที่เป็นประโยชน์เพื่อให้แน่ใจว่าเราจะมอบผลิตภัณฑ์ที่ดีที่สุดให้กับพวกเขา
เราจะดำเนินการตามคำสั่งซื้อของลูกค้าให้เสร็จตรงเวลา โดยรับประกันคุณภาพและปริมาณ

Jiangsu Taiyuan CNC Machine Tool Co. , Ltd. มีเครื่องมือเครื่องซีเอ็นซีที่หลากหลายสำหรับการประมวลผลท่อ ต่อไปนี้เป็นวิธีการปรับพารามิเตอร์การตัดของ เครื่องกลึงเกลียวท่อซีเอ็นซี เพื่อให้แน่ใจว่ามีคุณภาพด้ายเมื่อประมวลผลท่อของวัสดุที่แตกต่างกัน:
แปรรูปท่อเหล็ก
ความเร็วในการตัด: สำหรับท่อที่ทำจากเหล็กกล้าคาร์บอนขนาดกลางความเร็วในการตัดสามารถอยู่ที่ประมาณ 100-200 ม./นาที หากเป็นเหล็กกล้าโลหะผสมเนื่องจากความแข็งสูงความเร็วในการตัดควรลดลงอย่างเหมาะสมเป็นประมาณ 80-150 m/นาทีเพื่อป้องกันการสึกหรอของเครื่องมือมากเกินไปและให้แน่ใจว่าคุณภาพพื้นผิวของด้าย
อัตราการป้อน: โดยปกติอัตราการป้อนต่อการปฏิวัติจะเหมาะสมกว่าที่ 0.5-1.2 มม./รอบ สำหรับเธรดที่มีข้อกำหนดที่มีความแม่นยำสูงอัตราการป้อนที่เล็กลงเช่น 0.5-0.8 มม./รอบสามารถเลือกได้เพื่อปรับปรุงการตกแต่งและความแม่นยำของเธรด
การตัดความลึก: ตามข้อกำหนดและข้อกำหนดของเธรดความลึกของการตัดสามารถควบคุมได้ที่ 1-2 มม. ในระหว่างการตัดเฉือนที่หยาบและ 0.2-0.5 มม. ในระหว่างการตัดเฉือนที่ดี
การประมวลผลท่อทองแดง
ความเร็วในการตัด: ความแข็งของทองแดงค่อนข้างต่ำและความเร็วในการตัดสามารถเพิ่มขึ้นได้อย่างเหมาะสมโดยทั่วไปประมาณ 200-300 m/นาที อย่างไรก็ตามความเร็วไม่ควรสูงเกินไปมิฉะนั้นอาจทำให้ชิปทองแดงพันรอบเครื่องมือและส่งผลกระทบต่อคุณภาพการประมวลผล
อัตราฟีด: อัตราฟีดสามารถเลือกได้ระหว่าง 0.8-1.5 มม./รอบ เนื่องจากความเหนียวที่ดีของทองแดงอัตราการป้อนที่ใหญ่ขึ้นสามารถลดแรงตัดและป้องกันการเสียรูปที่มากเกินไปของวัสดุ แต่ควรสังเกตว่ามันไม่ควรมีขนาดใหญ่เกินไปที่จะหลีกเลี่ยงการส่งผลกระทบต่อความแม่นยำของเธรด
ความลึกของการตัด: ความลึกการตัดสามารถ 1.5-2.5 มม. ในระหว่างการตัดเฉือนที่หยาบและ 0.3-0.6 มม. ในระหว่างการตัดเฉือนที่ดี
การประมวลผลท่ออลูมิเนียม
ความเร็วในการตัด: อลูมิเนียมมีความแข็งต่ำและประสิทธิภาพการตัดที่ดีดังนั้นความเร็วในการตัดอาจสูงขึ้นโดยปกติ 300-500 m/นาที อย่างไรก็ตามควรให้ความสนใจกับปัญหาของขอบที่สร้างขึ้นซึ่งอาจเกิดขึ้นในระหว่างการตัดความเร็วสูงซึ่งสามารถแก้ไขได้โดยการระบายความร้อนที่เหมาะสมและมาตรการหล่อลื่น
อัตราการป้อน: อัตราการป้อนสามารถอยู่ที่ประมาณ 1-2 มม./รอบ เนื่องจากวัสดุอลูมิเนียมอ่อนลงอัตราการป้อนที่ใหญ่ขึ้นสามารถปรับปรุงประสิทธิภาพการประมวลผลได้ แต่จำเป็นต้องป้องกันอัตราการป้อนมากเกินไปจากการก่อให้เกิดข้อบกพร่องเช่นรอยขีดข่วนบนพื้นผิวด้าย
ความลึกการตัด: ความลึกการตัดสามารถ 2-3 มม. ในระหว่างการประมวลผลคร่าวๆและ 0.3-0.8 มม. ในระหว่างการประมวลผลที่ดี
แปรรูปท่อสแตนเลส
ความเร็วในการตัด: สแตนเลสมีความแข็งแรงและความแข็งสูงและมีแนวโน้มที่จะทำงานหนัก ความเร็วในการตัดโดยทั่วไปคือ 60-120 m/นาที ความเร็วต่ำเกินไปจะทำให้การสึกหรอของเครื่องมือเพิ่มขึ้นและความเร็วสูงเกินไปอาจทำให้เครื่องมือเผาไหม้และการเปลี่ยนรูปแบบงาน
อัตราการป้อน: อัตราการป้อนต่อการปฏิวัติโดยทั่วไปคือ 0.3-0.8 มม./รอบ อัตราการป้อนที่เล็กลงสามารถลดแรงตัดลดระดับการแข็งตัวของงานและช่วยให้มั่นใจได้ว่าคุณภาพของด้าย
ความลึกของการตัด: ความลึกของการตัดสามารถควบคุมได้ที่ 0.8-1.5 มม. ในระหว่างการตัดเฉือนแบบคร่าวๆและ 0.1-0.3 มม. ในระหว่างการตัดเฉือนที่ดี
